工业物联网技术 驱动智能工厂建设,实现卓越运营

在当今全球制造业转型升级的浪潮中,工业物联网技术正成为构建智能工厂、实现卓越运营的核心驱动力。它通过将物理设备、生产线、仓储系统乃至整个工厂与互联网深度融合,形成了一个实时感知、精准控制、智能决策的制造生态系统。
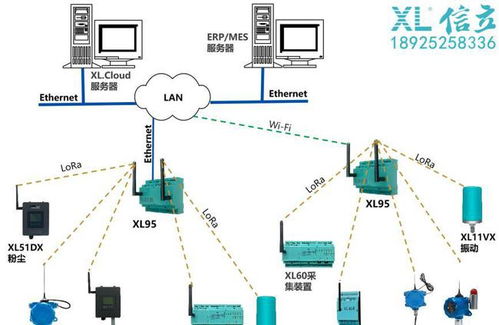
工业物联网技术服务通过部署大量的传感器和智能终端,实现了对生产设备运行状态、环境参数、物料流动等全流程数据的实时采集与监控。这使得工厂管理者能够以前所未有的透明度和精细度洞察生产现场,及时发现问题、预测故障,从而显著减少非计划停机,提升设备综合效率。
基于海量数据的汇聚与分析,工业物联网平台能够对生产流程进行深度优化。通过机器学习算法,系统可以自主调整工艺参数,实现生产过程的动态优化与自适应控制。这不仅提高了产品质量的一致性和稳定性,还能根据订单需求灵活调整生产节奏,实现个性化定制与大规模生产的有效结合,极大地增强了生产柔性。
工业物联网技术延伸至供应链管理,实现了从原材料采购到产品交付的全链条协同。通过物联网标识与追踪技术,每个物料、半成品和成品都有唯一的“数字身份证”,其位置、状态和流转信息一目了然。这使得库存管理更加精准,物流调度更加高效,供应链响应速度大幅提升,有效降低了运营成本。
工业物联网技术服务还为预测性维护、能源管理和安全生产提供了强大支撑。通过分析设备运行数据,可以提前预判潜在故障,变“被动维修”为“主动维护”。实时监测能耗数据,优化能源分配,助力工厂实现绿色低碳运营。在安全领域,通过视频分析、环境监测等手段,能够及时发现安全隐患,筑牢安全防线。
工业物联网技术驱动的智能工厂,其核心目标是实现卓越运营。它不仅仅是自动化水平的提升,更是通过数据驱动的决策,持续改善业务流程,最大化资源效率,提升整体竞争力。企业通过引入专业的工业物联网技术服务,能够构建一个互联互通、智能敏捷、可持续的制造体系,在数字化时代赢得先机,迈向智能制造的未来。
如若转载,请注明出处:http://www.ecab-team.com/product/68.html
更新时间:2026-06-19 22:11:58